Hi, I've tried to print a model plane for my father. It's this model, using this LW-PLA right after purchase.
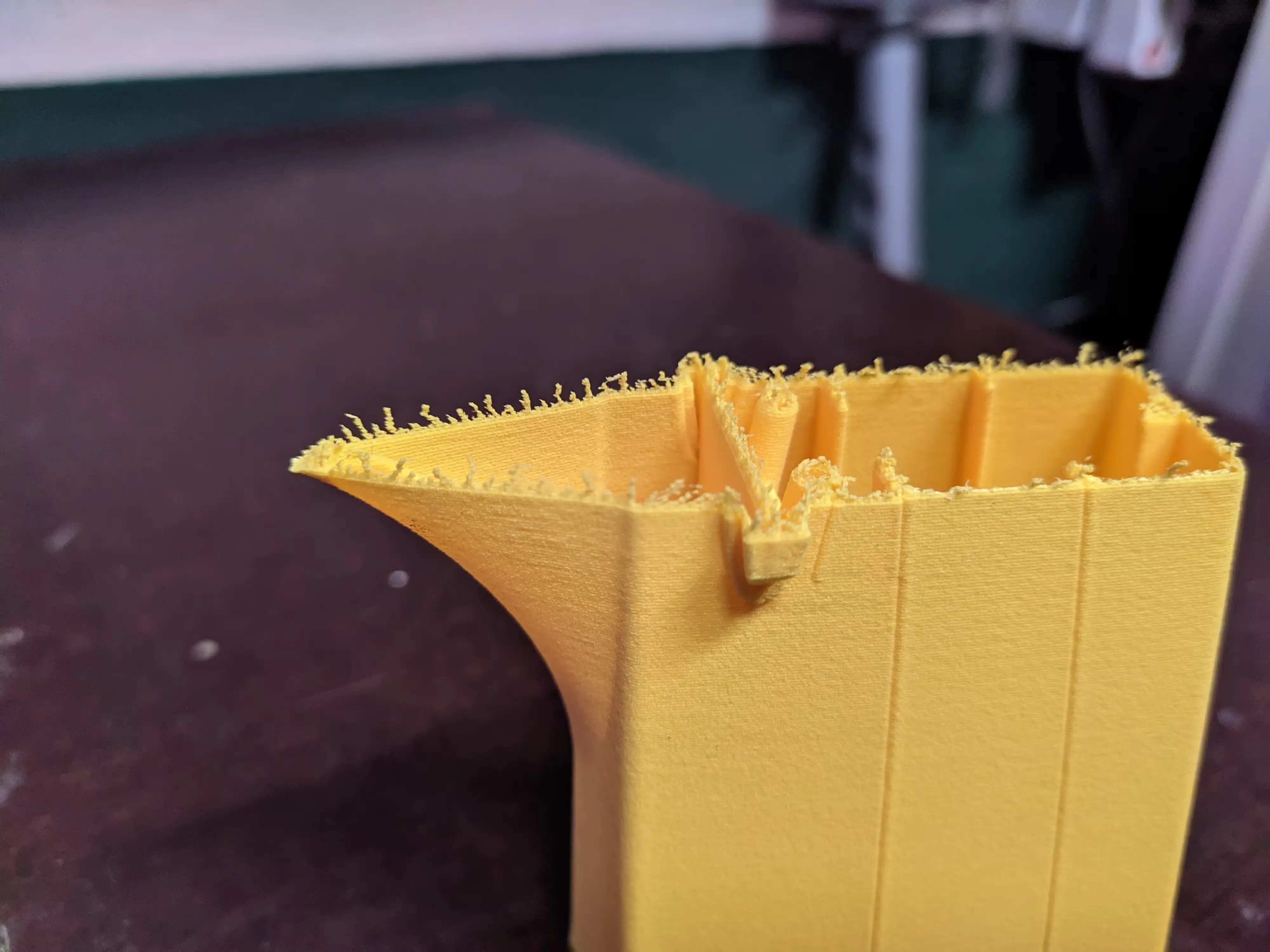
As you can see in the image of this post, the print is going well until it reaches a certain layer, where the filament does not get deposited properly for the entire layer, only intermittently. The following layers then, of course, have the same problem and I get this failed print with these "frayed ends". Additional attempts failed the same way at a similar layer count.
If someone has some experience with lightweight PLA (LW-PLA) and knows what can be done to solve this, I and my father would greatly appreciate the help.
Thanks in advance.
Edit: Additional info: I'm using the PrusaSlicer files from the linked page. Edit2: The printer is Prusa Mk4.
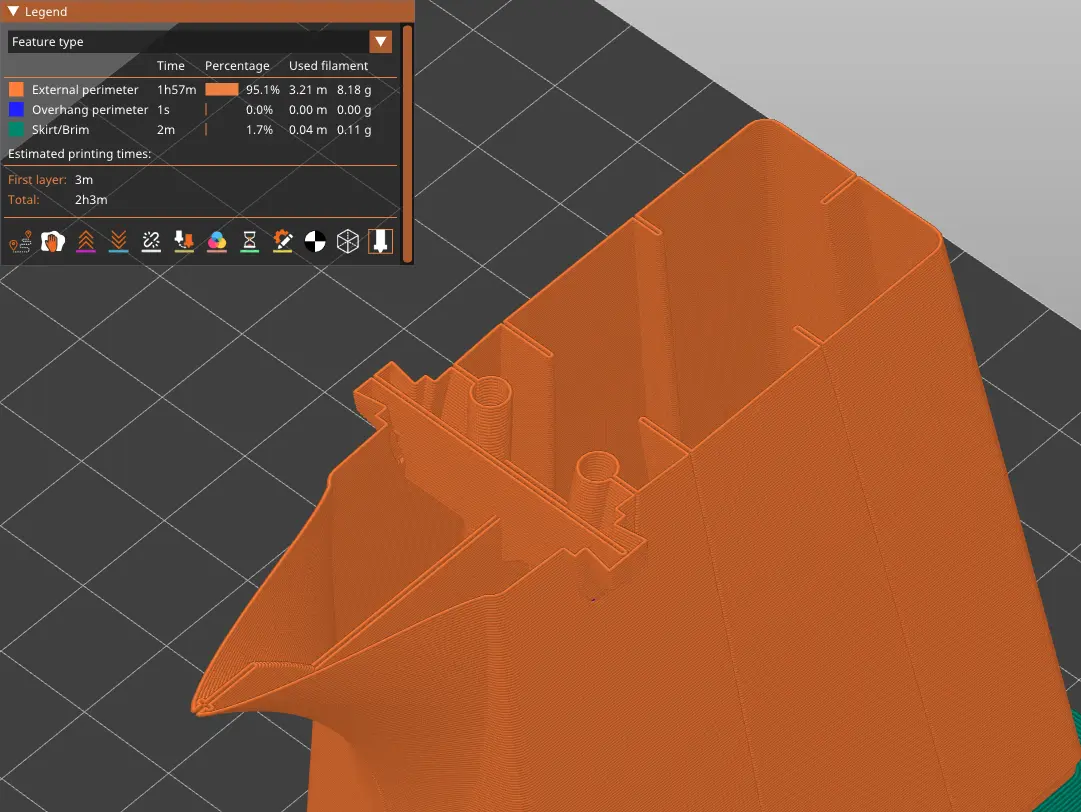
{kind=link}