Ok guys, I'm breaking down and posting here to see if anyone has any ideas. I'm greatful for any advice.
I have an upgraded flsun SR. I recently lost my computer (psu issue, waiting for replacement) and I took this opportunity to switch from Cura to Orcaslicer.
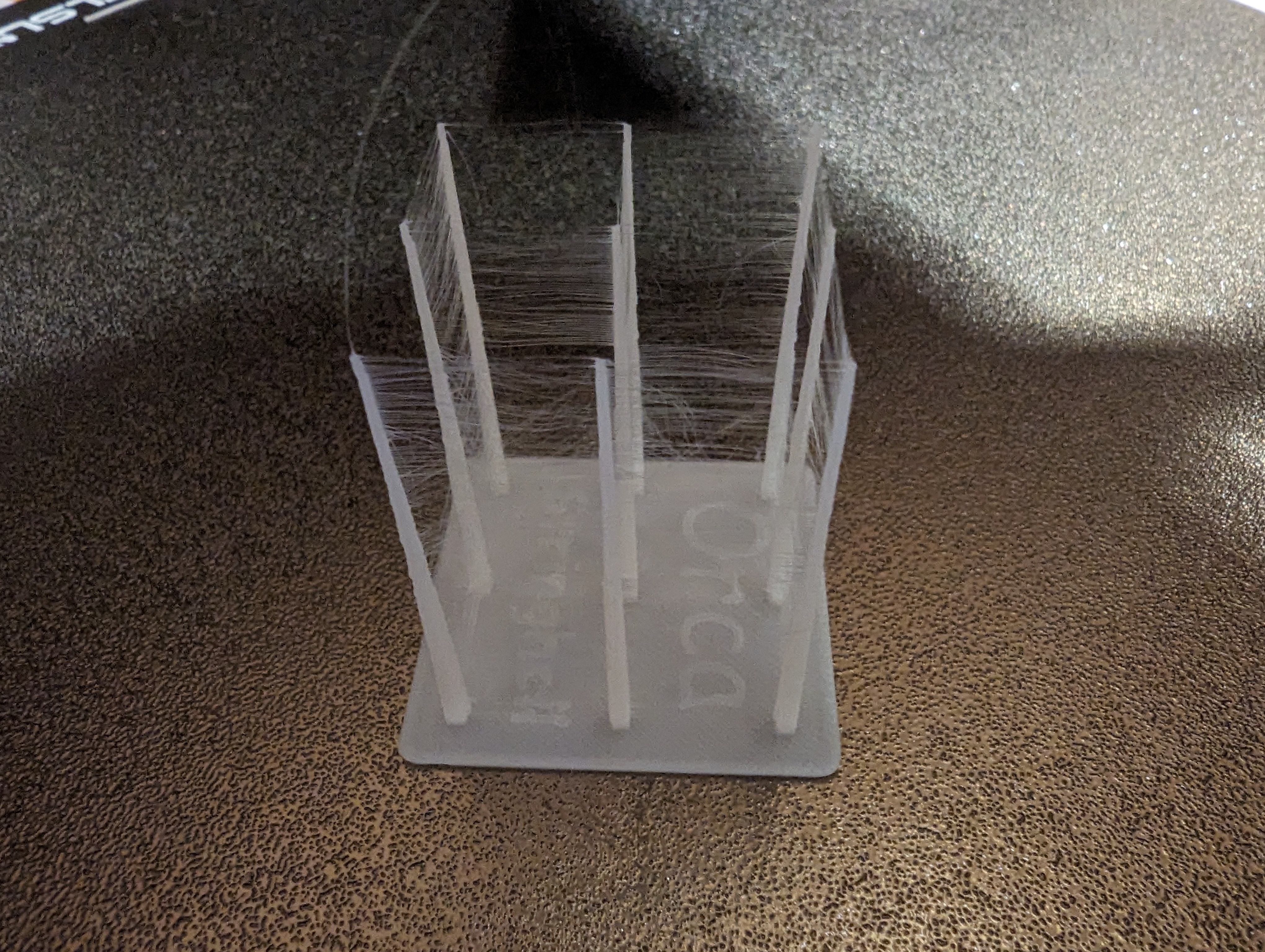
Over-all I'm very happy, and getting some good speeds, but I just cannot remove stringing no matter what I try:
- Retraction from 0-7mm. After about 3mm, no further effect
- Retraction speed from 30mm/s-50mm/s. No noticable effect
- Travel speed and acceleration both high (up to 350mm/s and 6000 accel. No effect
- Temp from 205-215 with no effect
- Dried filament and different colours, no effect
- Wipe on retract on and off, up to 2mm wipe distance and 100% retraction. No effect
- Messed with scarf seams on and off, no effect
- No effect from layer heights
My setup:
- Printer - FLSun SR running klipper with a speede pad
- Filament - Esun PLA+
- Upgrades - Deported fans, OMG v2 extruder, volcano hotend and high flow cht nozzle